En utilisant nos grandes capacités de découpe (plasma, laser, jet d’eau et scie), nous pouvons garantir à nos clients des produits de haute qualité avec des tolérances serrées et livrés dans un délai rapide et fiable.
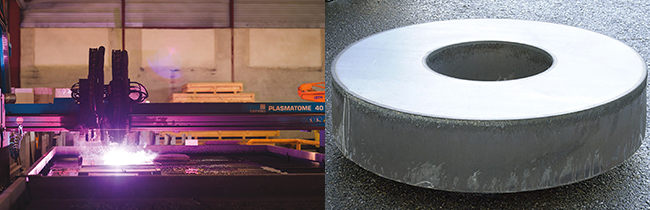
La solution la plus économique pour toutes formes de pièces en inox et alliages de nickel.
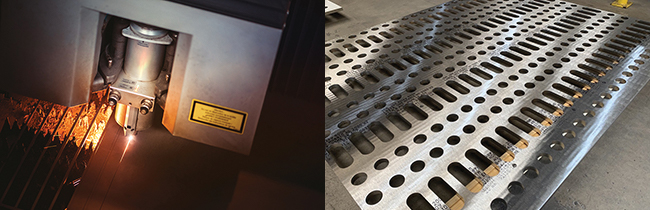
La haute précision du laser permet des tolérances serrées jusqu’à 30 mm d’épaisseur. Idéal également pour de grandes séries de pièces.
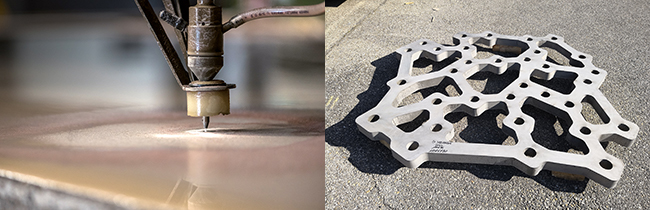
La découpe jet d’eau à haute pression réduit ou évite un éventuel usinage. Pas de limitation de forme ni d’épaisseur, découpe à froid sans zone affectée thermiquement (ZAT). Idéale pour des découpes complexes des aciers inoxydables et d’alliages de nickel.

Le sciage assure une bonne perpendicularité de la coupe pour des pièces et des plats de moyenne et forte épaisseur, sans zone affectée thermiquement (ZAT).
Comparez les tolérances selon les procédés de découpe
| ÉPAISSEUR (mm) |
SCIE | |||||
|---|---|---|---|---|---|---|
| L ≤ 3 000 mm | 3 001 < L ≤ 6 000 mm | L > 6 000 mm | ||||
| W ≤ 1 000 mm | W > 1 000 mm | W ≤ 1 000 mm | W > 1 000 mm | W ≤ 1 000 mm | W > 1 000 mm | |
| 1 … 150 | L : 0 / + 3 mm W : 0 / + 2 mm |
L : 0 / + 3 mm W : 0 / + 4 mm |
L : 0 / + 5 mm W : 0 / + 2 mm |
L : 0 / + 5 mm W : 0 / + 4 mm |
L : 0 / + 8 mm W : 0 / + 3 mm |
L : 0 / + 8 mm W : 0 / + 4 mm |
| Commentaire | – | |||||
| Ép. (mm) |
LASER | ||
|---|---|---|---|
| L ≤ 300 mm | 301 < L ≤ 1000 mm | L > 1000 mm | |
| 1 | ± 0,3 mm | ± 0,5 mm | ± 0,6 mm |
| 5 | |||
| 10 | |||
| 15 | ± 0,5 mm | ± 0,8 mm | ± 1 mm |
| 20 | |||
| 25 | ± 1 mm | ± 1,25 mm | ± 1,5 mm |
| 30 | |||
| 35 | À définir avec les nouveaux lasers 15 et 20 KW | ||
| 40 | |||
| 50 | Pas applicable | ||
| 60 | |||
| 70 | |||
| 80 | |||
| 90 | |||
| 100 | |||
| 110 | |||
| 120 | |||
| 130 | |||
| 140 | |||
| 150 | |||
| Commentaire | – | ||
| Ép. (mm) |
JET D’EAU | |||||
|---|---|---|---|---|---|---|
| L ≤ 1000 mm | 1001 < L ≤ 3000 mm | 3001 < L ≤ 6000 mm | L > 6000 mm | |||
| Basic | Normal | Fin | B, N or F | B, N or F | B, N or F | |
| 1 | ± 0,8 mm | ± 0,6 mm | ± 0,4 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 5 | ||||||
| 10 | ± 1 mm | ± 0,7 mm | ± 0,4 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 15 | ||||||
| 20 | ± 1,5 mm | ± 1 mm | ± 0,5 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 25 | ||||||
| 30 | ||||||
| 35 | ||||||
| 40 | ||||||
| 50 | ± 2 mm | ± 1,5 mm | ± 1 mm | ± 2 mm | ± 3 mm | ± 4 mm |
| 60 | ||||||
| 70 | ||||||
| 80 | ||||||
| 90 | Selon plan ou specification | |||||
| 100 | ||||||
| 110 | ||||||
| 120 | ||||||
| 130 | ||||||
| 140 | ||||||
| 150 | ||||||
| Commentaire | B : Basic, N : Nomal, F : Fin Angle de coupe inclus dans la tolérance = 0,2 mm par 10 mm d’épaisseur |
|||||
| Ép. (mm) |
PLASMA | ||
|---|---|---|---|
| L ≤ 2000 mm | 2001 < L ≤ 6000 mm | L > 6000 mm | |
| 1 | Contour ext. 0 / + 3 mm Contour int. -3 / 0 mm |
Contour ext. 0 / + 5 mm Contour int. -5 / 0 mm |
Contour ext. 0 / + 8 mm Contour int. -8 / 0 mm |
| 5 | |||
| 10 | |||
| 15 | |||
| 20 | |||
| 25 | |||
| 30 | |||
| 35 | |||
| 40 | |||
| 50 | |||
| 60 | |||
| 70 | Contour ext. 0 / + 5 mm Contour int. -5 / 0 mm |
Contour ext. 0 / + 8 mm Contour int. -8 / 0 mm |
Contour ext. 0 / + 10 mm Contour int. -10 / 0 mm |
| 80 | |||
| 90 | |||
| 100 | |||
| 110 | |||
| 120 | |||
| 130 | Contour ext. 0 / + 8 mm Contour int. -8 / 0 mm |
Contour ext. 0 / + 10 mm Contour int. -10 / 0 mm |
Contour ext. 0 / + 12 mm Contour int. -12 / 0 mm |
| 140 | |||
| 150 | |||
| Commentaire | Dépouille indicative de 1 à 3 mm / face for thickness < 60 mm Dépouille indicative de 3 à 6 mm / face pour une épaisseur > 60 & < 120 mm Dépouille indicative de 3 à 10 mm / face pour une épaisseur >120 mm |
||
| Ép. (mm) |
PLASMA HD | ||
|---|---|---|---|
| L ≤ 2000 mm | 2001 < L ≤ 6000 mm | L > 6000 mm | |
| 1 | Contour ext. 0 / + 1 mm Contour int. -1 / 0 mm |
Contour ext. 0 / + 3 mm Contour int. -3 / 0 mm |
Contour ext. 0 / + 4 mm Contour int. -4 / 0 mm |
| 5 | |||
| 10 | |||
| 15 | Contour ext. 0 / + 2 mm Contour int. -2 / 0 mm |
Contour ext. 0 / + 4 mm Contour int. -4 / 0 mm |
Contour ext. 0 / + 5 mm Contour int. -5 / 0 mm |
| 20 | |||
| 25 | Contour ext. 0 / + 3 mm Contour int. -3 / 0 mm |
Contour ext. 0 / + 4 mm Contour int. -4 / 0 mm |
Contour ext. 0 / + 6 mm Contour int. -6 / 0 mm |
| 30 | |||
| 35 | Pas applicable | ||
| 40 | |||
| 50 | |||
| 60 | |||
| 70 | |||
| 80 | |||
| 90 | |||
| 100 | |||
| 110 | |||
| 120 | |||
| 130 | |||
| 140 | |||
| 150 | |||
| Commentaire | Dépouille indicative de 0,5 à 1 mm / face pour une épaisseur ≤ 20 mm Dépouille indicative de 0,5 à 1,5 mm / face pour une épaisseur > 20 & ≤ 30 mm |
||